电主轴生产厂家:淄博市博山鸿达特种电机厂生产各种类型的特种电机,型号多,价格优惠,欢迎选购!

专注于电主轴的设计
研发,制造,销售!
研发,制造,销售!

销售热线
187-6436-2999




手机浏览
更方便

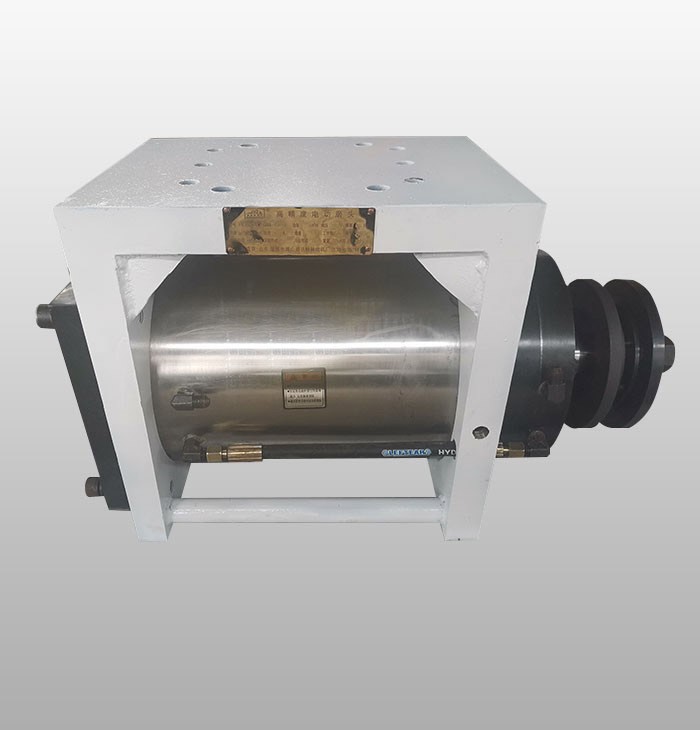
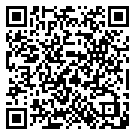
龙门铣床电动磨头简介:
龙门铣床电动磨头,采用同轴式一体化设计;配套自身水冷系统;甄选:优质合金钢、不锈钢;高精度轴承;高灵敏度运行保护模块;整体结构刚性好,运行稳定,出轴径跳<0.005mm。适合连续工作制。特别适合配套龙门刨床,龙门铣床使用。一次装夹工件,可以同时磨削平面、外圆、燕尾槽等各部位尺寸。整机精度高,振动<0.002mm,磨削效率高,安装方便快捷。
装配龙门刨床、龙门铣床的液冷电动磨头:
简介;MLMW系列龙门电动磨头,采用同轴式一体化设计;配套自身水冷系统;甄选:优质合金钢、不锈钢;高精度轴承;高灵敏度运行保护模块;整体结构刚性好,运行稳定,出轴径跳<0.005mm。适合连续工作制。特别适合配套龙门刨床,龙门铣床使用。一次装夹工件,可以同时磨削平面、外圆、燕尾槽等各部位尺寸。整机精度高,振动<0.002mm,磨削效率高,安装方便快捷。
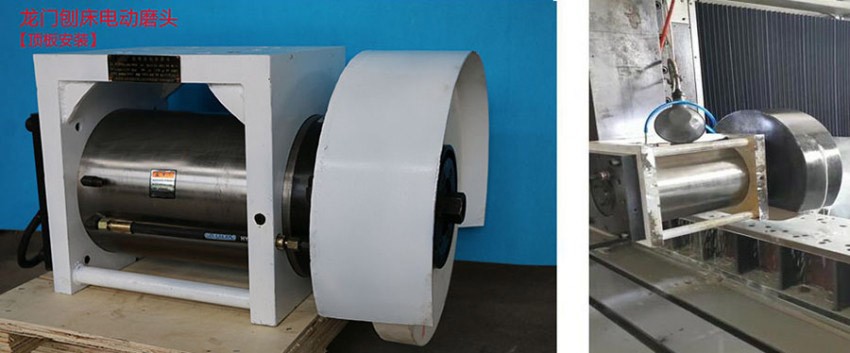
MLMW系列龙门电动磨头有2种安装形式:
1、装配在横梁底部,采用顶板安装形式,电动磨头随横梁上下移动,磨削行程可调。安装方便快捷。选择空间大。
适合所有龙门刨床、龙门铣床升级改造使用。
2、装配在侧刀架上使用,电动磨头随横梁上下移动,磨削行程灵便。安装方便快捷。
水冷变频电动磨头使用说明书
1、主机开箱:主机轴端配保护架,开箱后,应吊装主机吊环及砂轮端机身,严禁碰撞,严禁吊装轴头,否则易造成轴头弯曲。
2、吊装主机固定架的吊环,装配到车床安装位置。
3、装配磨头夹盘、砂轮,用随机法兰螺母固定、压实。
4、MHS系列磨头采用纯净水闭合循环冷却。
5、循环水:主机配套循环水小阀门确认在开通。开启水箱配套的循环泵。警示:确认磨头主机冷却循环水正常工作后,方可开机。冬季使用,应采取防冻措施!停机后应将磨头水道的水排空。无水冷循环冷却的情况下,空转或磨削运行时间单次累计不得超过30分钟。
6、空转:确认主机循环水正常工作方可接通变频控制柜;开机空转首先在500r/min 运行45分钟后检测温度≥50℃,正常后方可提高转速运行;首次使用应空转120 分钟后方可磨削工件,并采用磨床专用冷却液降温砂轮。
7、转向:主机转向严格按箭头指示转向使用。
8、进刀量:磨头开始运行50小时内磨削量不易过大.之后磨削量选择应根据工件硬度选择合适进刀量。进刀量过大将影响磨头精度。初始磨削工件,进刀量不宜超过0.03mm。
9、配置注油装置的磨头,应在每班前按规定油量注油一次。 必须采用相同的高温油脂。
10、砂轮平衡:砂轮必须先装入砂轮夹盘,做好静平衡方可安装。
11、磨削切削液:砂轮磨削加工应配合切削液使用,切削液及管路由使用方自行解决。
12、磨头接线方法:先固定电源控制箱在立车侧面上。控制箱上部输入电源线进线,下部连接磨头电源。
13、启动、运行:用手转动轴头,检查是否卡顿。若正常可接通控制柜电源,进入变频调速控制,缓慢旋转电位器,从低频向高频调整转速,磨头超过3000r/min高转速磨削工件时,应相应增加砂轮切削液流量,减缓进刀量,并及时修正砂轮,防止砂轮磨料糊死磨削面,造成退刀现象。
调速方法
1、降低电枢电压调速:降低电枢电压调速,电枢回路必须有可调压的直流电源,电枢回路及励磁回路电阻尽可能小,电压降低转速下降,人为特性硬度不变、运行转速稳定,可无级调速。
2、电枢电路串电阻调速:电枢回路串电阻调速,人为特性是一族过n的射线,串电阻越大,机械特性越软、转速越不稳定,低速时串电阻大,损耗能量也越多,效率变低。调速范围受负载大小影响,负载大调速范围广,轻载调速范围小。
3、弱磁调速:弱磁调速,一般电机,为避免磁路过饱和只能弱磁不能强磁,电枢电压保持额定值,电枢回路串接电阻减至最小,增加励磁回路电阻Rf,励磁电流和磁通减小,电动机转速随即升高,机械特性变软。
检查电机电路的操作方法
1、拆卸电机的集成电路:拆卸时,用酒精灯火焰外焰加热印刷电路板焊接成电路引脚焊盘,快速均匀地移动印刷电路板,直至所有焊盘的焊锡融化,用镊子将集成电路从印刷电路板上取下,焊接时,将焊孔里的焊锡清除干净,将集成电路插装好,用接地良好的电烙铁迅速焊接好各引脚,注意速度要快,以免因焊接时间长,引起局部温度过高,损坏电路或焊盘。
2、拆卸功率器件:拆卸时,将MOS管或三端稳压的管脚剪断,然后分别焊下它们的引脚,这样可以避免拆卸大管脚元件时损坏印刷电路板焊盘。
3、焊接集成电路、功率器件:焊接的窍门在于是否能一次性焊接好,因为电烙铁是有一定热量的,如果将电烙铁长时间的停留在焊接处,很可能会使电烙铁上的热量传递到非焊接的部件上,损坏高精度的部件,这就是电动车电元件焊接时,特别值得注意的地方,以此来避免损坏元件内部的电路。焊接集成电路、功率器件,首先要除去多余的焊锡,使焊锡清洁,要让焊盘孔清晰可见,然后用小于等于30W的电烙铁将集成电路和功率器件焊锡在相应的位置上。

水冷变频磨头控制箱接线说明书
1、本系列水冷磨头控制箱适用于MHS系列水冷变频磨头。具备变频启动运行模式;控制面板视觉直观、操作灵便;配置电流表、电压表、急停按钮、变频开关、变频调速旋钮。控制箱内配置电源总闸、过载保险、过热保护器等保护装置。
2、接线方法:
(1)超温保护器2条红色线接线方法:
A.接入电机线圈超温保护器PT100(110℃断电);
B.若没有接入电机线圈超温保护器PT10,必须将2条红色线分别用绝缘胶布包好。
(2)电源线U.V.W接线方法:
A.将电源线U.V.W连接水冷磨头电源线。
B.或将电源线U.V.W连接变频器,再连接水冷磨头电源线。
(3)以上接线完成后,接通电源,面板电压表显示380V工作电压。
选择工频或变频启动运行。运行过程中若磨头线圈超温或超电流热继电器和PT100将断电,排出故障方可再次启动电源。




